

kokë cilindër. Larë dhe të pastër të naftës kokë cilindër kanaly.` hequr depozitat e karbonit nga dhomat e djegies dhe portet shter nga sipërfaqja me një furçë teli.
Inspect kokë cilindër. Në kalatave nën qafën e një shufër me gumga dhe në vrima nën valvula tappets nuk duhet të jetë shënuar dhe dëme. Çarje në çdo fushë e kokë cilindër nuk janë të lejuara. Nëse dyshoni se një ftohës duke marrë në vaj, kontrolloni ngushtësi e kokë cilindër.
Për të kontrolluar ngushtësi të mbuluar vrimat e ftohjes priza xhaketë dhe pompë në xhaketë ftohës të cilindër kokë presionit të ujit prej 0.5 MPa 5 KGF/cm2. Brenda 2 minuta, nuk duhet të ketë rrjedhje të ujit nga koka.
Ju mund të kontrolloni ngushtësi e kokë cilindër me ajër të kompresuar, e cila plug vrima e ftohjes priza xhaketë përshtatet 67.7871.9510, ulur kokë cilindër në një banjë me ujë, të nxehtë për 60-80 ° C dhe le të ngrohtë deri për 5 minuta. Pastaj futen në kokë ngjeshur presionin e ajrit 0,15-0,2 MPa 1,5-2 kg/cm2. Brenda 1-1,5 minuta do të ketë lirim nga flluska e ajrit nga koka.
vende Valve. Formën e aspektet e saddles e valvulave është paraqitur në Fig. 2-56. Në punojnë saddles aspekt valvulave kafshim duhet të jetë Pinholes, korrozioni dhe dëme. Dëme të vogla mund të eliminohet me anë të rëndë saddles. Kështu hiqni pak metalike të jetë e mundur.
cassocks. 2-56. Saddles e valvulave: Një-vend gji valvula; B- Selia e valvulave shter; I-shalë e re; II-shalë pas riparimit
Sand mund të jetë edhe me dorë dhe duke përdorur mulli.
Muzik në rendin e mëposhtëm:
- insert udhëzues valvula qëndrës profrezeruyte shufra A.94059 dhe 15 ° ha prestar A.94092 për vendin e valvulave gji, ose A.94003-për premtimet. Mills vënë në A.94058 gisht;
- profrezeruyte 20 ° ha prestar A.94031 për vendin e valvulave gji, ose A.94101-për shkarkim;
- bluaj ha 45 °, duke lejuar gjerësinë e ha, siç është paraqitur në Fig. 2-56 dhe bazë diametra të 36 dhe 30,5 mm. Ha lëmuar qarqeve konik vende A.94100 për pistona dhe A.94078-për në finale. Qarqet janë vendosur në A.94069 gisht.
Në kohën e kontaktit me Sander rrumbullakët shalë duhet të fiken, përndryshe do të ketë dridhje dhe ha gabuar.
Pas rëndë larë tërësisht me saddles dhe kanalet tsilindroz kokë dhe goditje ajrore ngjeshur.
udhëzon valvulave. Kontrolloni pastrimin midis ■■ udhëzon, dhe valvula rrjedh, të matur diametrin e rrjedhin valvulave dhe hapjen e udhëzues mëngë. ,
Hendeku llogaritur për të ri-sleeves: 0,022-0,055 mm për valvulat gji dhe 0,029-0,062 mm-për formës së prerë; Kufiri maksimal për hendekun veshin e 0,3 mm në mungesë të rritur kohën e zhurmës.
Nëse rritja e hendekut mes udhëzues mëngë dhe valvulave nuk mund të eliminohet duke zëvendësuar valvula, të zëvendësojë udhëzon valvula përdorur për shkarkimin dhe instalimin e A.60153 mandrinë/R Fig, 2-57.
Shtypi në udhëzues mëngë ndërsa veshur bllokohet unazë të bllokoj atë në trupin e kokë cilindër.
Pas shtypur zgjeruar vrimë në bushings udhëzues valvula skanon A.90310/1 për pistona dhe priza A.90310/2 priza për valvulave shter. Pastaj bluaj
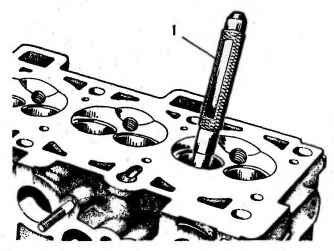
Fig. 2-57. Tërhequr nga A.60153 udhëzon mandrinë/R
Selia e valvulave dhe, nëse është e nevojshme, të përfundojë gjerësinë e ha duke punuar për madhësinë e dëshiruar, siç përshkruhet më sipër.
vula rrjedhin udhëzon riparimin e motorit, gjithmonë të zëvendësuar me të reja.
dëmtuar vula rrjedhin valvulave për të zëvendësuar kokë cilindër hequr. Për lopata napres përdorim shkronja kapitale mandrinë 41.7853.4016.
Valves. Hiq depozitat e karbonit nga valvulave. Kontrollo për të parë nëse thelbin dhe nuk ka të çara në pjatë. Një valvul dëmtuar zëvendësuar.
Kontrolloni statusin e një aspekt të punës të valvulave. Kur lezione të vogla mund të gërryer, duke mbajtur kënd pjerrët prej 45 ° 30 5 Në këtë rast, distanca nga underside e pjatë valvulave në diametër bazë të 36 mm dhe 30,5 duhet të jetë brenda 1,3-1,5 dhe 1,8-2 0 mm në Fig. 2-58.
Fig. 2-58. Madhësia maksimum për bluarje aspektet e valvulave: Unë-valvula gji; II-valvula shter
Springs. Sigurohuni që burimet ka të çara dhe të mos reduktojë elasticitetin e tyre, e cila kontrolluar deformimin e burimeve sipas ngarkesës Fig. 2-59 dhe 2-60.
lifters valvulave. Kontrolloni gjendjen e sipërfaqes së punës e karierist. Ajo nuk duhet të jetë scuffing dhe kruarje. Në rast të dëmtimit të zëvendësojë kumarxhi.
bolts kokë cilindër. Kur ripërdorimin Bolts janë zgjeruar. Pra, shikoni nuk kalon gjatësinë e rrufe L Fig. 2-61 135,5 mm dhe në qoftë se ajo është, të zëvendësojë rrufe në qiell të re.
Fig. 2-59. Të dhënat themelore për të testuar burimet e jashtme valvula
Fig. 2-60. Të dhënat themelore për të verifikuar burimet e brendshme valvula
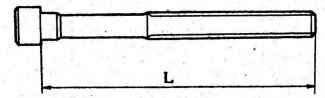
Fig. 2-61. Kreu Bolt cilindër
shims. Sipërfaqet e punës duhet të jenë qëllimet e qetë, nuk ka Nicks, gërvishtjet dhe scuffing. Në Yih nuk duhet të jetë veshin hap pas hapi ose të njëanshme, fërkim metalike. Gjurmët e lejuara koncentrik e një pushim-në cams e shufër me gumga